Digitizing Textile Coloration: The Missing Link For Sustainable Textile Manufacturing
How NTX® Cooltrans® eliminates the last big hurdle in achieving a completely sustainable production cycle for textile manufacturing
The Evolution of Textile Coloration
Let’s talk about textile coloration – the last great efficiency bottleneck in textile manufacturing. Traditional methods, characterized by high energy, water and chemical usage, have long been the norm, but they pose significant environmental challenges. NTX® is changing the game with its innovative waterless coloration technology, offering a sustainable and efficient alternative. This shift not only addresses environmental concerns but also sets a new standard in the quality of textile production.
Dyes and Chemicals: Quality and Environmental Impact
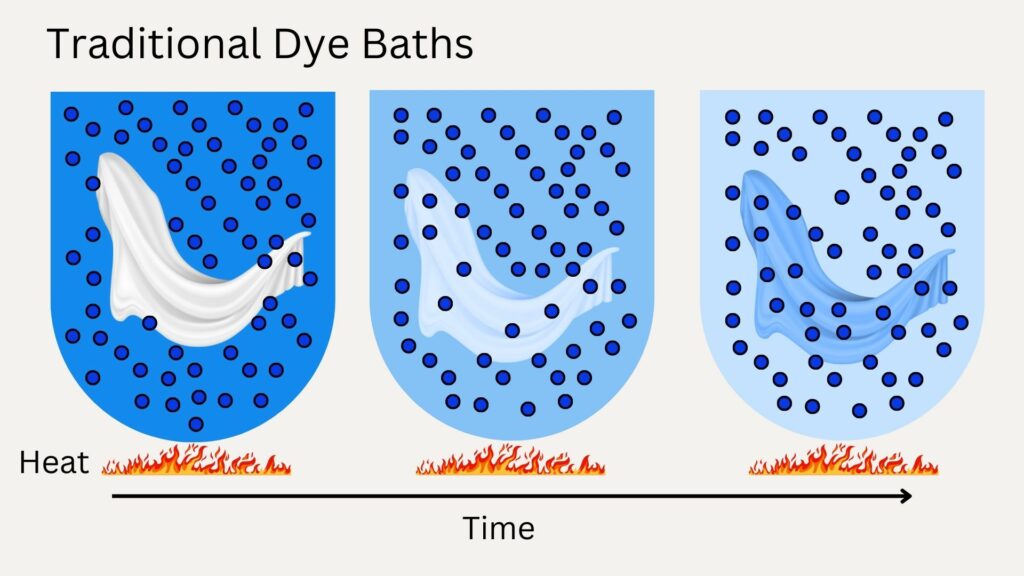
In the textile industry, the relationship between dye quantity and environmental impact is crucial. Traditional dyeing methods rely heavily on dye baths, necessitating high concentrations of dyes—often only 95% pure—to achieve the desired coloration through stoichiometric balance. This process, inherently inefficient, leads to significant dye wastage and high energy usage due to the prolonged periods required to balance the dye-to-fabric ratio.
Enter NTX® Cooltrans® technology, a groundbreaking departure from conventional practices. NTX® Cooltrans® eliminates the need to rely on stoichiometric balancing, drastically reducing dye usage and environmental footprint. This precision-driven method mechanically applies ink—a specialized ink formula—directly onto the fabric. Unlike traditional methods that demand excess dye and extensive energy to facilitate color transfer, NTX® Cooltrans®‘s approach is instantaneous, ensuring every drop of dye is utilized efficiently.
The core of NTX® Cooltrans®‘s innovation lies in its application of conventional dye chemistries—dispersive dyes for polyesters, acid dyes for polyamides, and reactive dyes for cellulosic fibers—within a high-tech, precision framework. This process, devoid of the need for a stoichiometric approach, allows for the exact amount of relatively dry ink to be applied, ensuring high-quality coloration with minimal environmental impact. The technology’s precision and accuracy, a stark contrast to the brute force of traditional dyeing, highlight NTX®‘s commitment to sustainability and efficiency in textile coloration.
Fabric Types and Their Interaction with Color
In textile dyeing, the interaction between fabric and color is dictated by the fabric’s composition. Natural fibers like cotton and wool require different dye types compared to synthetic fibers such as polyester and nylon. For example, cotton, a natural cellulose fiber, typically uses reactive dyes for effective coloration, while polyester, a synthetic polymer, is best suited for disperse dyes. These variations in fiber characteristics necessitate specific dyeing methods and influence the quality of the final product.
While NTX® Cooltrans® technology adheres to essential chemical principles in dye selection, it revolutionizes this process with its precision-driven approach. It is capable of effectively colorizing a diverse range of fabrics, from sturdy denims to delicate silks, with unparalleled accuracy. This adaptability is evident in products like high-performance athletic wear, where NTX® Cooltrans® ensures consistent and vibrant coloration on synthetic blends, and in luxury fashion items, where even the most sensitive silk fabrics receive precise and gentle color treatment. NTX® Cooltrans®‘s ability to conform to various fabric types, without compromising on quality or environmental impact, demonstrates its innovative edge in the textile industry.
Water Quality and Its Role in Dyeing
In traditional textile dyeing, the quality of water significantly influences the dyeing outcome, with factors like mineral content, salinity, and pH levels affecting dye-fabric interactions. Without a clean source or existing infrastructure, this often necessitates costly onsite water treatment to meet dyeing standards, complicating the process and elevating costs. It also makes it very difficult to achieve the same results across different mills – even if they are run by the same company.
Unlike these conventional methods, NTX® Cooltrans® technology introduces a groundbreaking shift by eliminating water’s role in coloration, rendering water quality irrelevant to the dyeing outcome. This waterless approach, which minimally uses water only for steam generation and light rinsing, not only ensures uniform coloration across any location—be it Bangladesh, Indonesia, or Jordan—but also dramatically conserves water. By transcending traditional challenges such as salinity and mineral content interference, NTX® Cooltrans® aligns environmental sustainability with practical efficiency, showcasing a significant advancement in textile manufacturing.
Machinery and Technology in Coloration
Traditional textile coloration methods utilize a variety of machinery, ranging from large dye vats for immersion dyeing to rollers and screens for printing. Although these methods are prevalent in the industry, they often employ a less refined, brute-force approach. This lack of precision can lead to significant environmental repercussions, including excessive consumption of dyes, energy, and water. Especially at the scale required for mass production, the process, despite producing textiles of acceptable quality, results in substantial negative externalities, notably in terms of resource wastage and environmental pollution.
Contrastingly, NTX® Cooltrans® technology represents a paradigm shift towards precision and sustainability in textile coloration. At the heart of this innovative system are digitally controlled rollers, capable of applying color with unparalleled accuracy—down to the pixel level. This method of application mirrors the precision found in high-end printing and semiconductor manufacturing, sectors where the exactitude of color and pattern placement is critical. By honing in on such precision, NTX® Cooltrans® not only delivers textiles with exceptional color quality but also significantly mitigates the environmental impact traditionally associated with the dyeing process. The technology achieves this by dramatically reducing waste and the consumption of water, dye, and energy, setting a new standard for environmental stewardship in textile manufacturing.
Quality Control in Textile Coloration
In traditional textile coloration, achieving consistent quality across different batches is a significant challenge. The process is often dependent on variable factors such as water quality and even ambient humidity, making it difficult to maintain uniformity. Traditional methods typically aim for a desired color range rather than precise hues, and the reliance on manual checks and adjustments can lead to variations in color fastness and overall appearance from one batch to another.
NTX® Cooltrans® technology revolutionizes this aspect of textile manufacturing. By applying color exactly where it’s needed and in the precise amount required, NTX® ensures that the first batch of fabric is identical to the last, regardless of when or where it’s produced. This precision in color application is a cornerstone of NTX®‘s quality control, ensuring unparalleled consistency and repeatability across global facilities. Furthermore, NTX®‘s automated systems meticulously execute coloration parameters, significantly reducing the likelihood of errors. This not only guarantees consistent quality and superior color fastness but also exemplifies NTX®‘s dedication to sustainable and efficient manufacturing practices, setting a new standard in the textile industry.
The Bottom Line
NTX® Cooltrans® technology represents a paradigm shift in textile coloration, setting new benchmarks in quality, sustainability, and efficiency. By redefining traditional processes with precision-driven techniques, environmentally friendly practices, and stringent quality control, NTX® is not only addressing the industry’s efficiency bottleneck but also paving the way for a more sustainable future in textile manufacturing. This innovative approach exemplifies how cutting-edge technology can harmoniously blend with environmental stewardship, leading the charge towards a greener, more responsible textile industry.